Hi All,
I bought some one eighth carbide rod a while back to see if I could make
a stiffer version of the John B gravers. I was at a loss as to how to index it.
JC had said that you might as well just grind a flat on the rod.
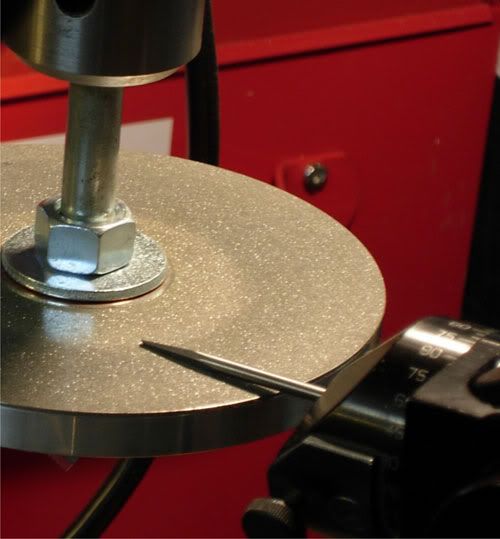
I was looking at the post with an idea about using a drill press for the
grinding wheel and everything clicked into place.
If you could run the drill press at a higher speed, it wouldn't take as long to
grind blanks. I normally use a GRS graver hones and dual angle fixture.
Having had two shops, I actually have a double set up. One set of diamond discs
was sitting idle. So I found a carriage bolt the fit exactly in the center hole of
diamond disc and with a couple of nuts & washers. So, I had a third grinding
station but this one had a big difference. I could run the drill press at
whatever speed I was comfortable with.
So I'm a little crazy and got it to 3400 rpms and it works great!
I wanted to make a 110° graver for a job I'm doing in 14k White gold.
This is the same job I was talking about in the thread about bright cutting.

Making a blank out of the 12 inch rod is easy by scoring the rod with a diamond disc.

You don't have to cut all the way through carbide, you can score it and then break it like glass.
Making sure that Allen screw is tight and everything is aligned on the dual angle fixture.
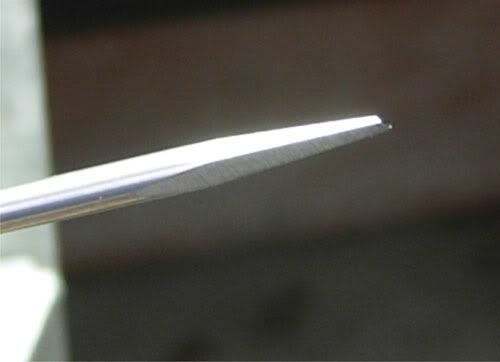
I chucked up the new blank and cut two index flats at 90° to each other.
Putting the new index end in the dual, I could start cutting the 110° on the other end.

Then cutting the new blank only took about five minute. I think using the higher speed also
reduces wear on the disc. You don't wind up grinding the powered carbide because it spins off.
Also the more speed means, the diamond doesn't take a large a bite, but since your grinding a ten
times the speed. It's ten times quicker.
Continued in the next post.
I bought some one eighth carbide rod a while back to see if I could make
a stiffer version of the John B gravers. I was at a loss as to how to index it.
JC had said that you might as well just grind a flat on the rod.
I was looking at the post with an idea about using a drill press for the
grinding wheel and everything clicked into place.
If you could run the drill press at a higher speed, it wouldn't take as long to
grind blanks. I normally use a GRS graver hones and dual angle fixture.
Having had two shops, I actually have a double set up. One set of diamond discs
was sitting idle. So I found a carriage bolt the fit exactly in the center hole of
diamond disc and with a couple of nuts & washers. So, I had a third grinding
station but this one had a big difference. I could run the drill press at
whatever speed I was comfortable with.
So I'm a little crazy and got it to 3400 rpms and it works great!
I wanted to make a 110° graver for a job I'm doing in 14k White gold.
This is the same job I was talking about in the thread about bright cutting.
Making a blank out of the 12 inch rod is easy by scoring the rod with a diamond disc.
You don't have to cut all the way through carbide, you can score it and then break it like glass.
Making sure that Allen screw is tight and everything is aligned on the dual angle fixture.
I chucked up the new blank and cut two index flats at 90° to each other.
Putting the new index end in the dual, I could start cutting the 110° on the other end.
Then cutting the new blank only took about five minute. I think using the higher speed also
reduces wear on the disc. You don't wind up grinding the powered carbide because it spins off.
Also the more speed means, the diamond doesn't take a large a bite, but since your grinding a ten
times the speed. It's ten times quicker.
Continued in the next post.
Last edited: