eastslope
~ Elite 1000 Member ~
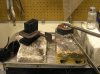
Anyway, silver hit 30 dollars today and I am motivated to make my own sheet using my stockpile of small scraps. I just bought a nice rolling mill and I need to purchase an ingot mold and a ceramic cup thing to melt the silver in. I have an oxygen acetylene torch and will be using Argentium silver..
????Are the steps as follows????:
1. Melt the silver in the cup with the torch set with a reducing flame.
2. Soot up the inside and preheat the ingot mold.
3. Pour silver into ingot mold and let cool.
4. Let sit in pickle for awhile to clean up.
5. Roll into sheet periodically annealing.
Any advice is welcome and I thank you for reading this. Also, any advice as to what brand ingot and ceramic cup items are better? Thanks again, Seth
????Are the steps as follows????:
1. Melt the silver in the cup with the torch set with a reducing flame.
2. Soot up the inside and preheat the ingot mold.
3. Pour silver into ingot mold and let cool.
4. Let sit in pickle for awhile to clean up.
5. Roll into sheet periodically annealing.
Any advice is welcome and I thank you for reading this. Also, any advice as to what brand ingot and ceramic cup items are better? Thanks again, Seth

")

 .
.